中径材から取れるスギ平角材の梁・桁への利用に向けて!
~ 丸太の段階で製材後の平角材の含水率を予測する ~
林業研究所 山吉栄作
◆はじめに
県内のスギ林は年々成熟するとともに、市場等に搬出される丸太は末口径20cm以上の中径材、大径材が増加し、従来の主力製品である柱や土台だけでなく、梁・桁等の断面の大きな製材品も十分に供給可能な状況にあります。このような中、当研究所では、中径材から取れるスギ平角材を梁・桁として利用するための研究に取り組んできました。その結果、表面割れや内部割れの少ないスギ平角乾燥材を生産するには、乾燥初期に120℃の高温セット処理で表面割れの発生を抑制し、その後、90℃に下げて中温乾燥または乾燥室から出して天然乾燥させることで、内部割れの発生も抑制できることが分かってきました(No.365参照)。また、スギ平角材を梁・桁に用いる際に、断面寸法をいくつにすれば良いか判断するためのツールとして、梁・桁を渡す距離(スパン)に応じて、必要な断面寸法が一目で分かるスパン表(早見表)を作成しました(No.353,359参照)。
以上のように、スギ平角材を梁・桁として利用する上で有効な方法を研究してきましたが、これらの適用は製材後の平角材が対象ですので、本来、梁・桁用途に適している、低含水率で、かつ高ヤング率(強度)の平角材のみを選択的に抽出するには、平角に製材してから選んでいてはロスが発生し、歩留りが悪いと言えます。特に、含水率が100%を超えるような高含水率の平角材の場合、前述した「高温セット処理+中温」の比較的短期間で仕上げられる方法で乾燥を行っても、仕上がり含水率20%以下まで下げるには、1ヵ月以上を要するものも少なくなく、高含水率の平角材を、多くのエネルギーを消費してまで乾燥させることは、経済的ではありません。よって、高含水率材の用途としては、断面が小さく、乾燥の容易な挽き板(ラミナ)等の板類が適していると思われますが、一旦、平角に製材してから挽き板に小割りしていては歩留りが悪くなります。
そこで、スギ中径材から取れる平角材の含水率を、平角に製材する前の丸太の段階で予測できないか検証しましたので、その概要を紹介します。
◆スギ中径材の含水率を密度から求める!
木材の含水率は、ご存じの方も多いと思いますが、下式(1)のとおり、水の蒸発温度の103℃前後で強制乾燥させた水分を全く含まない木質重量(全乾重量)に対する水分重量(生材重量-全乾重量)の百分率で求めます(乾量基準)。
しかし、現場での含水率測定においては、全乾重量を求めるために製材品を強制乾燥させる訳にはいきませんので、ハンディ式の簡易な水分計を用いて測定しますが、これは材の表面近くしか測定できませんので、製材直後で含水率が高く、かつ材内の含水率ムラが大きい生材では誤差が大きくて使えません。
よって、生材時の含水率を求める方法としては、全乾重量と関連が深く、かつ容易に測定できる因子を使って全乾重量を推定し、式(1)より含水率を算出する方法が考えられます。ただし、全乾重量では材の大きさ(体積)が異なると、因子との関連性も変わるので、「単位体積あたりの全乾重量」を用いる必要があります。この「単位体積あたりの全乾重量」は容積密度数と呼ばれ、この数値と関連が深い因子としてはヤング率が挙げられます。ヤング率は、木材のたわみにくさを表す数値で、強度と関連の深い因子でもありますが、たわみにくく、強度がある(ヤング率が高い)ものは木質部が多い(容積密度数が高い)と考えれば理解しやすいかと思います。よって、事前にヤング率と容積密度数の関係を調査しておけば、ヤング率を測定することで、容積密度数は実測しなくても推定できることになります。また、ヤング率(kN/mm2)は、丸太、角材を問わず、木口をハンマーで打撃した時に発生する音の周波数(Hz)と、材長(m)、生材密度(kg/m3)さえ分かれば、式(2)より簡単に求めることができます。なお、音の周波数は、ポータブルの周波数解析機を用いて測定できるので、現場での測定が可能です。
この容積密度数を用いて、含水率を算出するために、式(1)の分母、分子を同じ体積で割って、密度表記に書き直すと、下式(3)になります。
そこで、今回は、この密度の算出式を用いて、スギ中径材(末口径24~26 cm,材長4 m。以下、丸太と称す。)の含水率推定を試みました。
まず、木口打撃により測定した丸太のヤング率と丸太から採取した円盤を用いて測定した容積密度数の関係を図-1に示します。
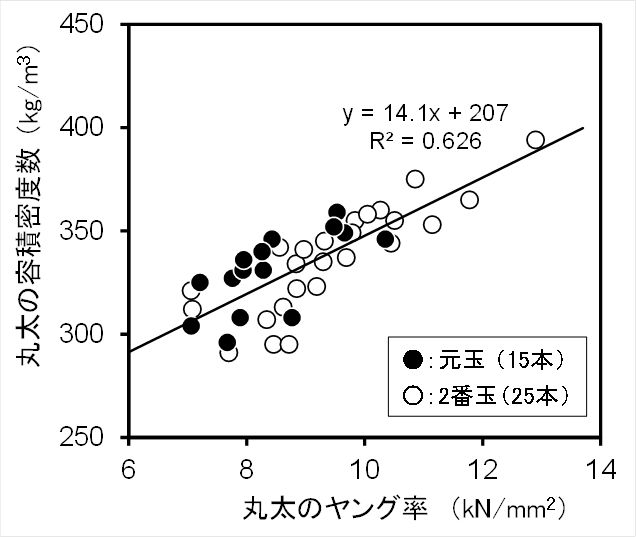
上図より、ヤング率と容積密度数の間には高い相関があり、容積密度数は、ヤング率から推定できることが分かりました。また、丸太の生材密度は、丸太の重量を、丸太を円錐台とみなして算出した体積で割って求めました。
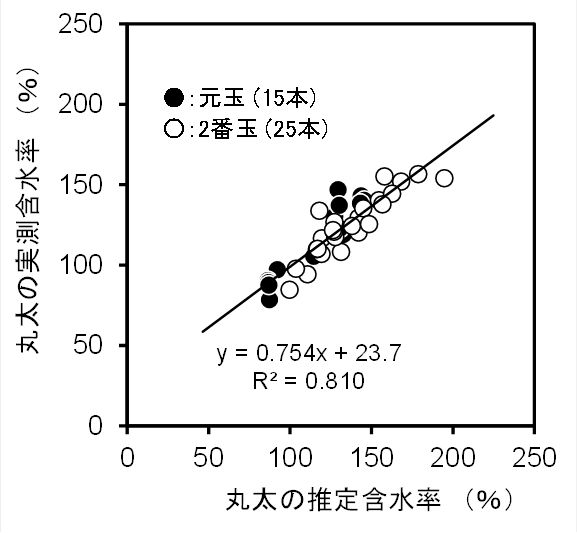
以上より、丸太の推定含水率は、生材密度と、図-1の回帰式を用いてヤング率から推定した容積密度数を式(3)に当てはめて求めました。この推定含水率と、丸太から採取した円盤を用いて式(1)より算出した実測含水率の関係を図-2に示します。図より、推定含水率と実測含水率の相関は高く、丸太の含水率は、生材密度と、ヤング率から推定した容積密度数を用いて推定できることが分かりました。
◆製材後の平角材の含水率を予測!
円盤採取後の残り丸太から平角材(135mm×195mm角)を製材し、その平角材から採取した角盤を用いて式(1)より算出した平角材の実測含水率と、丸太の推定含水率の関係を図-3に示します。
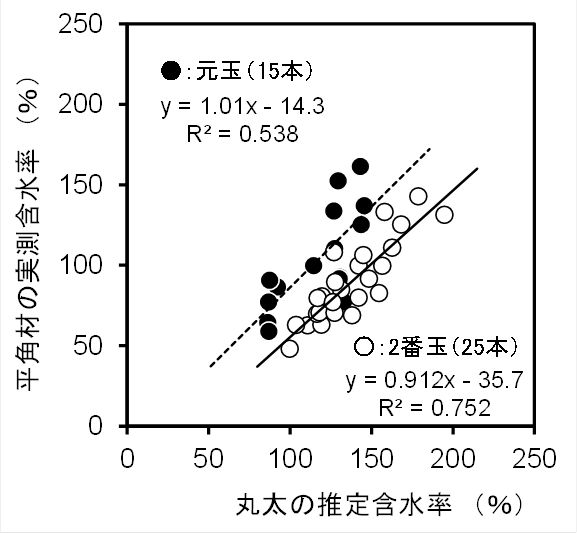
この結果、丸太の推定含水率と平角材の実測含水率の相関は高く、丸太の推定含水率を用いて、製材後の平角材の含水率を推定できることが分かりました。また、元玉の場合、両者の関係はほぼ1:1ですが、2番玉の場合、丸太より平角材の方が低く、番玉で傾向が異なるため、推定の際は番玉別に行った方が良いことが分かりました。
以上のことから、丸太の段階で、製材後の平角材の含水率を予測し、製材後の平角材が高含水率材(例えば100%以上)と予測された場合は、梁桁用途ではなく、挽き板用途として利用するなど、乾燥の難易度に応じた効率の良い製材を目指しましょう。